Precision parts used in scientific instrument manufacture often need to do more than simply fit together. They may need to support alignment, protect sensitive internal features, provide repeatable assembly points, withstand regular handling and maintain a clean, professional finish throughout their working life. For this project, Tarvin Precision manufactured a set of blue anodised aluminium 6082 T6 components for a customer in bespoke scientific instrument manufacture.
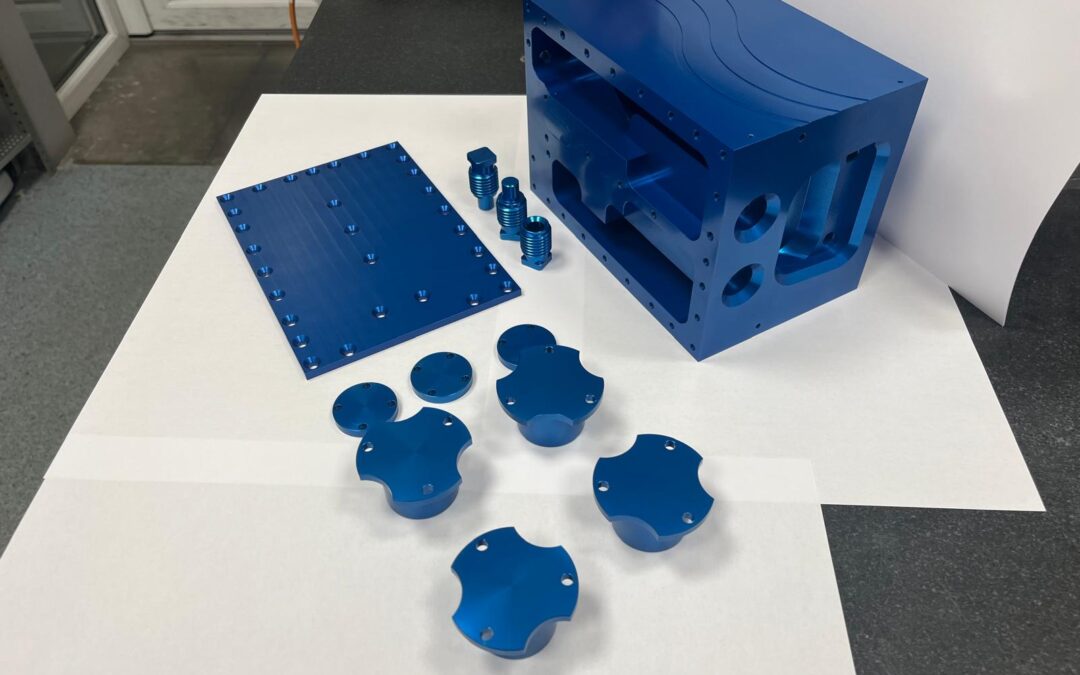
The finished parts included a complex machined main body, a precision cover plate, smaller circular and profiled components, and a set of threaded fittings. Together, they demonstrate the type of work where careful machining strategy, controlled processes, material traceability and finishing quality all matter.
As with all customer work, confidentiality is important. The application and customer details are not shared here, but the project provides a useful example of how CNC machined aluminium parts can be produced for specialist engineering environments where function, appearance and traceability are all important.
CNC Machined Aluminium Parts for Scientific Instruments
Scientific instrument manufacture often involves components that are more complex than they first appear. A part may need multiple machined faces, pockets, threaded holes, counterbores, cover interfaces, access points and internal clearances, all while maintaining consistency across the assembly.
In this case, the main body required machining across several faces, with a combination of large openings, smaller ports, threaded details and internal features. The cover plate also required a consistent pattern of holes and counterbores, while the smaller blue anodised parts needed clean profiles and repeatable hole positions.
These types of components are commonly used where accuracy and assembly control are important. Even when the finished part looks visually simple, the manufacturing process may involve several controlled stages, including programming, workholding, machining, inspection, finishing and post-process checks.
The blue anodised finish gives the parts a strong visual identity, but it also highlights the quality of the machined surfaces beneath. Anodising does not hide poor machining. Tool marks, inconsistent deburring or handling damage can become more visible after finishing, so the machining and preparation stages need to be managed carefully from the start.
Material Choice: Aluminium 6082 T6
The parts were manufactured from aluminium 6082 T6, a widely used engineering aluminium grade known for its good strength, machinability and suitability for many structural and precision-machined applications. For a component set such as this, aluminium offers several practical advantages.
It allows complex features to be machined efficiently, supports good surface finish when the correct tooling and cutting strategy are used, and is suitable for secondary finishing processes such as anodising. The T6 temper also provides improved mechanical properties compared with softer aluminium conditions, which can be important when parts need to hold threads, maintain form or support repeated assembly.
For scientific instrument components, material selection is rarely just about strength. Buyers may also need to consider weight, stability, corrosion resistance, finish requirements, cleanliness, traceability and compatibility with the wider assembly. Aluminium can be a strong choice when the part needs to be robust but not excessively heavy.
For this project, material certificates were retained. This is an important part of controlled manufacturing, especially where customers need confidence that the correct material has been supplied and used. Certificate retention supports traceability and gives the customer a clearer record of the manufacturing route.
Machining Strategy and 4+1 Axis CNC Milling
The main components were produced on a 4+1 axis DMG MORI machine, with a second operation completed on a Haas VF-2SS. This type of approach is useful when a component has features on several faces and needs controlled access from multiple angles.
A 4+1 axis machining strategy allows the part to be indexed into different positions, reducing the need for excessive manual repositioning. Fewer setups can help improve consistency because there are fewer opportunities for alignment error between operations. For a complex aluminium body with multiple openings, ports and hole patterns, this can be a significant advantage.
The use of a second operation on the Haas VF-2SS also reflects a practical manufacturing approach. Not every feature on every part is best completed in one setup or on one machine. Depending on geometry, access, workholding and finish requirements, a secondary operation may be the most reliable way to complete the part properly.
Good process planning is especially important for components with multiple intersecting features. Large pockets and cut-outs need to be machined without causing unnecessary stress, chatter or distortion. Hole patterns need to stay consistent. Threaded features must be produced cleanly. Edges need to be broken carefully without damaging critical faces or creating inconsistent visual results.
Programming with FeatureCAM
The parts were programmed using FeatureCAM software. For a project with multiple part types and several feature styles, CAM programming plays an important role in controlling the manufacturing route before the material reaches the machine.
CAM programming helps define toolpaths, cutting strategies, drilling cycles, pocketing routines, finishing passes and positional moves. On parts such as these, the programming stage is not just about removing material. It is about deciding how the part will be made repeatably and how each stage supports the next.
For example, the main body includes open pockets, circular features, side details and threaded holes. The cover plate includes a repeated pattern of holes and counterbores. The smaller profiled parts include curved geometry and drilled features. Each of these requires a different machining approach, but the final assembly still needs to look and function as one coherent set of parts.
A strong programming process helps reduce risk, especially on bespoke or specialist components where the cost of error may be high. It also supports consistency if additional batches are required later.
Cover Plates, Pockets, Ports and Threaded Features
One of the most visually striking parts in this set is the large blue anodised body. It includes machined pockets, multiple side openings, circular ports and threaded features. These details suggest a component where access, assembly and alignment all needed to be considered during manufacture.
The flat cover plate also required careful machining. A plate like this may appear straightforward, but repeated hole patterns and counterbores must be consistent. If a cover plate is used to close or secure a larger machined body, small errors in hole position or depth can affect assembly, sealing, appearance or serviceability.
The smaller components also show several different machining requirements. Some have circular forms with neat drilled patterns, while others have profiled outer shapes and central turned or milled features. Producing these parts as part of one coordinated set means the finish, edge quality and anodised appearance need to remain consistent across different geometries.

Blue Anodising and Secondary Process Control
The blue anodised finish is an important visual feature of this project. It gives the parts a clean, distinctive appearance and helps create a professional finish suitable for high-value equipment. However, anodising also introduces additional manufacturing considerations.
Before anodising, the parts need to be machined, deburred, cleaned and prepared carefully. Sharp edges, burrs, scratches or inconsistent surface finish can affect the final appearance. The finish will often make machining quality more noticeable rather than less noticeable, so the upstream process has to be right.
Secondary process certificates were retained for this project. This is useful for customers who need records not only for the raw material, but also for the finishing process applied to the parts. For specialist engineering sectors, certificate retention can support internal quality systems, purchasing controls and future production records.

When machining parts that will be anodised, communication between machining and finishing requirements is important. Allowances, masking requirements, threaded areas, cosmetic faces and handling protection all need to be considered before the parts are sent for finishing.
Inspection, Traceability and Quality Records
For precision machined components used in bespoke scientific instruments, quality is not limited to the final visual inspection. It begins with understanding the drawing, identifying important features, choosing the right machining route and retaining the correct records.
On this project, both material and secondary process certificates were retained. That matters because the customer has a clearer record of what material was used and what finishing process was applied. In quality-led supply chains, this kind of documentation can be just as important as the finished component itself.
Inspection requirements will vary depending on the drawing and the function of the part. For a component set such as this, checks may include hole positions, threaded features, pocket depths, face relationships, counterbores, external profiles and general finish quality. Where parts are used together, assembly-related features are especially important.
The finished components also show the importance of careful handling. Anodised parts can be vulnerable to cosmetic damage if they are not protected properly after finishing. Maintaining finish quality through inspection, packing and delivery is part of supplying a professional component, not an afterthought.
What Buyers Can Learn from This Type of Component
For buyers sourcing CNC machined aluminium parts for scientific instruments, this project highlights several useful points.
First, the manufacturing route should be considered early. If a part has features on multiple faces, deep pockets, side ports or several hole patterns, the choice of machine and setup strategy can affect accuracy, consistency and cost.
Second, secondary finishing should not be treated as separate from machining. If parts are being anodised, the machining quality, edge condition, surface finish and thread strategy all influence the final result.
Third, documentation matters. Retaining material and secondary process certificates gives the buyer better traceability and supports a more controlled supply chain. This can be especially valuable for scientific, aerospace, motorsport and other specialist engineering sectors.

Finally, appearance and function often overlap. A clean blue anodised finish may look impressive, but it also shows whether the machining, deburring and handling processes have been controlled properly. For high-value instruments, that level of detail helps protect the quality of the final product.
Why Specialist CNC Machining Support Matters
Bespoke scientific instrument manufacture often requires suppliers who can work beyond simple part production. The machining partner needs to understand the importance of geometry, finishing, traceability, repeatability and communication.
For this project, the combination of aluminium 6082 T6, 4+1 axis machining, secondary operation work, CAM programming, anodising and certificate retention reflects a controlled approach to precision component manufacture.
The result is a coordinated set of blue anodised aluminium parts with a professional finish and clear manufacturing records. It is a good example of how CNC machining supports specialist instrument manufacturers when parts need to be accurate, visually consistent and produced with proper process control.
For customers developing bespoke equipment, scientific instruments or specialist assemblies, working with an experienced CNC machining supplier can help reduce risk from prototype stage through to repeat production.