Precision engineering for scientific applications often involves more than producing a single machined component. Many projects require a complete assembly approach, where individual machined features, internal components, fasteners, surface treatment and final fit all have to work together. For this project, Tarvin Precision manufactured and part-assembled a CNC machined aluminium assembly for use in a scientific application.
The assembly was produced from aluminium 5083 and clear anodised to DEF STAN 03/25. The finished part includes a large cylindrical outer body, internal machined geometry, fitted internal features, multiple fixing points, access windows and a controlled clear anodised finish. Tarvin Precision also completed part assembly for the customer, supporting the project beyond machining alone.
As with all customer work, the wider application remains confidential. However, this part provides a useful example of the type of precision machining, finishing control and assembly support required for scientific equipment and specialist engineering projects.
CNC Machined Aluminium Assembly for Scientific Applications
Scientific applications often place demanding requirements on machined components. Parts may need to provide accurate location, stable structure, clean access, controlled mounting points and reliable assembly interfaces. When several parts or features are brought together, the accuracy of the finished assembly depends on every stage of manufacture being managed correctly.
This project is a good example of that approach. The main component is not a simple cylindrical housing. It includes a large machined outer form, a shaped internal structure, a series of small drilled features, larger access openings, fitted internal elements and a consistent surface finish. The part also shows the importance of both exterior and interior machining, as the functional detail is not limited to one visible face.
For buyers sourcing components for scientific equipment, this matters because the finished result must support the instrument as a whole. A part may need to carry optical, mechanical, measurement, shielding, alignment or access-related features, even when those functions cannot be discussed publicly. The machining supplier therefore needs to understand not just how to cut metal, but how to support a controlled engineering outcome.
Aluminium 5083 and Why Material Selection Matters
The assembly was produced from aluminium 5083. This grade is often selected for engineering applications where a useful balance of strength, stability, corrosion resistance and machinability is required. In a scientific application, material selection can influence not only the machining process but also the performance and handling of the finished assembly.
Aluminium is commonly used where weight matters, but it also offers practical benefits during machining. It can be produced with accurate features, good surface finish and complex geometry when the correct tooling, workholding and cutting strategy are used. For larger cylindrical parts, however, process control remains important. Material movement, wall thickness, concentricity and feature relationships all need to be considered carefully.
The use of aluminium 5083 also supports finishing by clear anodising. The final surface finish is not simply cosmetic. It is part of the specification and needs to be considered from the beginning of the job. Machined surfaces, edges, holes and handling marks can all influence the final appearance of an anodised component, so the machining route and finishing route must work together.
For a buyer, the material grade is only one part of the decision. It must be combined with the right supplier capability, the right inspection approach and a suitable surface treatment route.
Cylindrical Machining and Internal Feature Control
The main body of this assembly has a large cylindrical form with a machined internal structure. This creates several manufacturing considerations. The outer diameter, internal geometry, face features and access windows all need to be machined in a way that maintains the correct relationship between functional areas.
Large cylindrical components can be challenging because they combine size, geometry and feature access. The outside surface may need a controlled finish, while the inside may contain mounting points, cut-outs, inserts or local machined faces. These internal areas can be harder to access, inspect and finish than external faces.
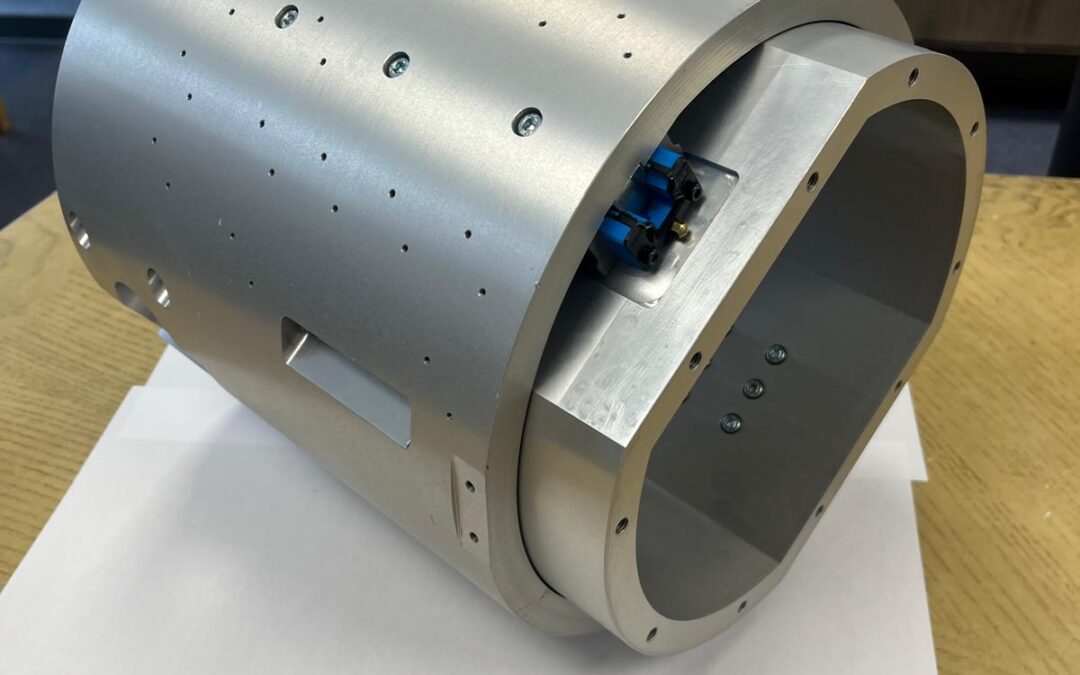
The images show a shaped inner section with a series of fixing points and fitted components. This suggests careful control of both machining and assembly sequencing. Features inside a cylindrical part must often be produced with limited tool access and careful workholding. Small errors can affect how later components fit or align.
The outer body also includes access windows and multiple hole patterns. These are not decorative features; they are part of the component’s function and assembly requirements. Each opening, drilled feature and machined pocket must be located correctly so that the final assembly performs as intended.

Clear Anodising to DEF STAN 03/25
The finished assembly was clear anodised to DEF STAN 03/25. This gives the aluminium a controlled surface finish while retaining the natural metallic appearance of the material. Unlike coloured anodising, clear anodising leaves the machining quality and surface preparation highly visible.
That makes upstream control especially important. Tool marks, scratches, uneven deburring or poor handling can remain visible after finishing. The clean appearance of this part shows why machining, preparation, protection and secondary processing all need to be treated as connected stages.
Clear anodising can be particularly suitable where a part needs a professional technical finish without adding a strong colour. For scientific equipment, this can be valuable when the component needs to look clean, controlled and consistent as part of a larger instrument or assembly.
Finishing to a specified standard also gives the customer greater confidence that the surface treatment has been applied in a controlled way. For specialist engineering sectors, finishing requirements should be reviewed early so that masking, contact points, cosmetic areas and functional surfaces are properly understood before manufacture begins.
Part Assembly Support for the Customer
One of the most important details in this project is that Tarvin Precision did not only machine and finish the parts. The assembly was also part-assembled for the customer. This adds value because it reduces the number of separate operations the customer has to manage and helps ensure that machined features and fitted elements work together before delivery.
Part assembly can include fitting supplied or machined components, checking alignment, confirming fit, installing fasteners or preparing the part for the customer’s next stage of build. Even when the final customer assembly remains confidential, this support can reduce risk by identifying any practical fit or handling issues before the part leaves the supplier.
For this component, the visible internal elements show why assembly awareness matters. Some features are positioned inside the cylindrical body, where access is more limited. That means the sequence of machining, finishing and fitting must be thought through carefully.
A machining supplier that can support part assembly is especially useful for scientific equipment manufacturers. It allows the customer to receive a component that is closer to its intended working state, rather than managing every individual operation separately.
Access Windows, Fixing Points and Functional Openings
The component includes several access windows, small drilled holes, larger fixing points and internal mounting areas. These features help illustrate the complexity of the part. While the outside form is cylindrical, the actual engineering requirement involves many separate details across the body.
Access windows may be required for clearance, inspection, cable routing, adjustment, airflow, visibility or later assembly operations. Small hole patterns may support fasteners, location points or additional internal parts. Larger bores and openings may provide access to other elements of the scientific equipment.
From a machining point of view, the challenge is not only creating each feature, but ensuring the features are accurately positioned relative to one another. A hole pattern on the outside of the cylinder may need to relate to an internal feature. A window may need to line up with a fitted bracket or mounting point. A face may need to remain square, flat or concentric with another part of the assembly.
This is where planning and inspection are important. Complex aluminium assemblies need a machining route that protects alignment and avoids unnecessary rework.

Surface Finish, Handling and Final Presentation
The clear anodised finish highlights the importance of surface preparation and handling. On a part of this size, there are multiple opportunities for cosmetic damage if the component is not protected properly between machining, finishing, assembly and delivery.
The images show a consistent metallic finish across the main cylindrical body, with machined features and access points clearly visible. This type of finish is well suited to a scientific application where the component may form part of a high-value instrument or specialist piece of equipment.
Surface finish matters for practical reasons as well as appearance. Clean edges, controlled deburring and consistent finishes all support easier handling and assembly. Sharp burrs or inconsistent surfaces can create problems later, particularly when the component is being fitted into a wider system.
A finished assembly should give the customer confidence that the supplier has controlled the whole process, not just the machining cycle.

What Buyers Can Learn from This Type of Assembly
This project highlights several important points for buyers sourcing CNC machined aluminium assemblies for scientific applications.
First, large cylindrical components need careful process planning. Internal features, access windows, hole patterns and outer profiles all need to be controlled so the part functions correctly as an assembly.
Second, finishing requirements should be discussed early. Clear anodising to a defined standard affects how the part is machined, handled, prepared and protected. The finish cannot be treated as an afterthought.
Third, assembly support can reduce customer workload and project risk. When a supplier can machine, finish and part-assemble a component, the customer benefits from a more joined-up manufacturing route.
Finally, confidentiality does not prevent useful technical communication. It is possible to show machining capability, finishing quality and assembly support without exposing the customer’s product, end use or sensitive design details.
Precision Machining, Finishing and Assembly in One Route
This aluminium 5083 assembly demonstrates the value of a controlled manufacturing route from machining through to finishing and part assembly. The component combines a large cylindrical form, internal machined geometry, access windows, hole patterns, fitted elements and a clear anodised finish to DEF STAN 03/25.
For scientific equipment manufacturers, this type of support can be valuable when components need to be accurate, presentable and ready for the next stage of build. It also shows why supplier selection should consider more than machine capacity. The right machining partner needs to understand material behaviour, feature control, finishing requirements, assembly sequencing and customer confidentiality.
Tarvin Precision supports customers with precision CNC machining, aluminium component manufacture, surface treatment coordination and part assembly for specialist engineering applications. This project is a strong example of how those capabilities come together in a real customer component.