Aerospace components often require more than accurate machining. They may also need controlled material selection, specialist inspection, surface treatment, masking, painting, documentation and a clear quality record from start to finish. For this project, Tarvin Precision manufactured a set of CNC machined aluminium gearbox casings for use in an aerospace application.
The parts were produced from aluminium 6082 T6 and finished through a series of controlled secondary processes. These included non-destructive testing, dye penetrant inspection, X-ray checking, Alochrom treatment, masking, priming and matt black painting. Tarvin Precision also completed a full inspection report using SOLIDWORKS Inspection, along with a complete First Article Inspection Report to AS9102 Forms 1, 2 and 3.
As always, customer confidentiality is important. The application details are not shared here, and the parts are described only as gearbox casings. However, the project is a strong example of the process control, documentation and finishing awareness required when manufacturing precision components for aerospace environments.
CNC Machined Aerospace Gearbox Casings
Gearbox casings can be demanding components because they often combine several functional requirements in one part. They may need to locate bearings, shafts, seals, covers, fasteners or mating components while also protecting internal assemblies. That means accuracy is not only about one feature; it is about the relationship between multiple faces, bores, holes, pockets and profiles.
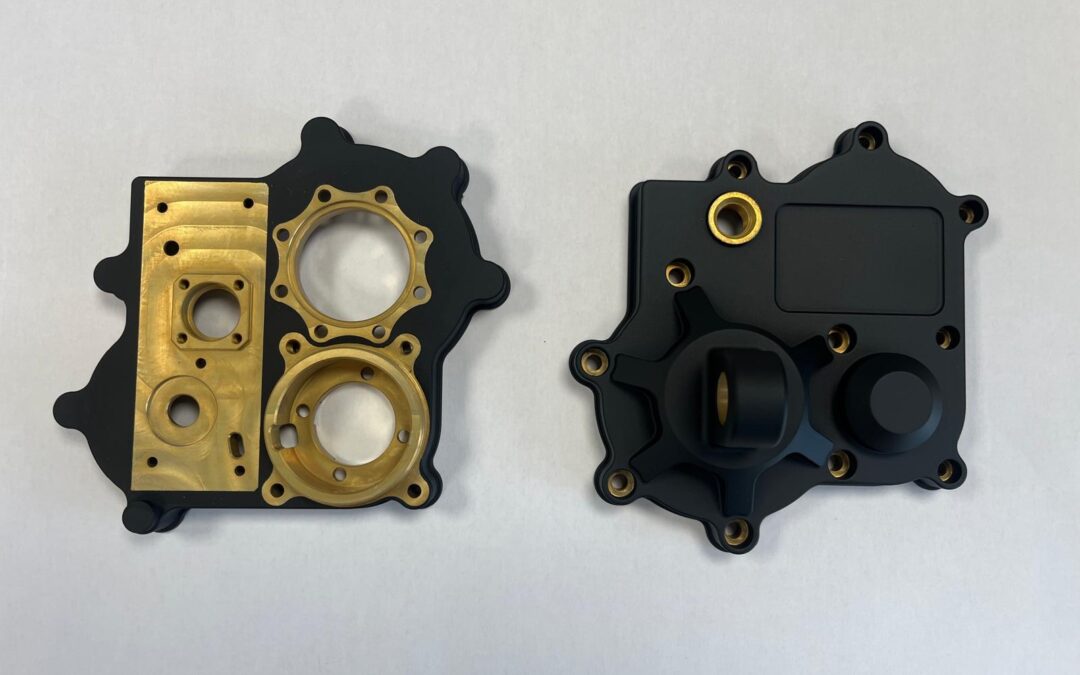
The parts shown here include a mix of machined pockets, circular features, through holes, mounting points, external profiles and internal cavities. Some areas have been left with a gold Alochrom finish, while others have been masked, primed and painted in matt black. This creates a visually striking component, but it also reflects a controlled manufacturing route where functional and cosmetic requirements both need to be considered.
When CNC machining aerospace parts, the process has to support the wider quality requirements of the project. The finished casing is only part of the story. The records behind the part, including inspection results, material control, NDT records and first article documentation, are equally important to the customer.
Aluminium 6082 T6 for Precision Aerospace Components
These gearbox casings were manufactured from aluminium 6082 T6. This grade is commonly used for machined engineering components where a balance of strength, machinability and weight is required. For aerospace component machining, aluminium can be an effective choice when the component needs to remain robust without adding unnecessary mass to the assembly.
The T6 condition gives the material improved mechanical properties compared with softer tempers, helping the component maintain form and support machined features such as bores, threaded areas, pockets and mounting faces. In a casing-style component, this matters because the part may need to hold alignment across several features while also supporting assembly and service requirements.
Aluminium also responds well to controlled finishing processes, including conversion coating and painting. However, the final finish is only as good as the machining and preparation that come before it. Burrs, sharp edges, machining marks or handling damage can all affect the final result, especially when areas are masked or left visible after finishing.
For this type of work, material choice, machining route and secondary processing cannot be treated as separate decisions. They all need to be considered together so the final component meets both drawing and quality requirements.
Machining Features, Pockets and Mating Faces
The visible features on these gearbox casings show why process planning is so important. There are multiple circular features, pocketed regions, mounting holes and machined faces that need to relate accurately to one another. When a casing has several functional areas, the machining strategy must support both individual feature accuracy and overall part consistency.
The gold machined areas show several important details. Circular pockets and bores require careful tool selection and stable machining conditions to achieve consistent size, position and finish. Mounting holes around these features need to remain accurately located so that mating components can be fitted correctly. Flat interface areas must be machined cleanly to support assembly, sealing or location requirements.

The external profile is also significant. Aerospace casings are rarely simple rectangular blocks. Weight, access, clearance and function can all influence the shape of the finished part. This often leads to irregular profiles, local bosses, pockets and reduced material sections that need to be machined without compromising stability or finish.
On a component like this, deburring and edge control are also important. Internal pockets, small holes and intersecting features can leave edges that require careful finishing. A good result depends not only on the cutting cycle, but also on the controlled preparation of the part before inspection and secondary processing.
Non-Destructive Testing: Dye Penetrant and X-Ray Checks
These parts underwent non-destructive testing, including dye penetrant inspection and X-ray checking. NDT is used when a component needs to be assessed without damaging or cutting into the part. For aerospace parts machining, this can provide additional confidence before the parts move into later finishing and assembly stages.
Dye penetrant inspection is typically used to help identify surface-breaking indications. This can be particularly relevant on machined components where the customer needs confidence in the condition of the material and finished surfaces. X-ray checking is used to support inspection of internal conditions that cannot be assessed visually in the same way.
Including NDT in the manufacturing route adds another layer of control. It means the part is not simply machined and finished; it is checked at defined stages to support the customer’s quality requirements. It also means that the manufacturing supplier needs to manage the sequence carefully. The timing of machining, inspection, surface treatment, masking and painting all has to be coordinated.
For buyers, this is an important point. When aerospace components require NDT, it should be planned into the production route early. Leaving it as an afterthought can create delays, rework or documentation gaps. A supplier experienced with controlled inspection processes can help reduce that risk.
Alochrom, Masking, Primer and Matt Black Paint
The gold areas shown in the images are Alochrom treated, while the black areas have been masked, primed and painted in a matt black finish. This combination of finishes requires close attention to detail because different areas of the same part have different surface requirements.
Alochrom is a conversion coating used on aluminium components. In this project, it gives the exposed machined areas their distinctive gold appearance. The matt black paint provides a contrasting external finish and may be required for functional, environmental or specification reasons.
Masking is critical in this type of process. Certain faces, bores, holes or contact areas may need to remain free from paint, while other areas require full coverage. Poor masking can lead to paint build-up where it is not wanted, exposed areas where coating is required, or inconsistent cosmetic results.

The images show a clean contrast between the black painted regions and the gold treated areas. This is a useful visual reminder that finishing is not just about appearance. It is part of the engineering requirement. Painted and unpainted areas must be controlled so that the component remains suitable for assembly and inspection.
Full Inspection Reporting with SOLIDWORKS Inspection
Tarvin Precision completed a full inspection report using SOLIDWORKS Inspection. For complex machined components, software-supported inspection reporting can help organise dimensional checks, drawing characteristics and results into a clear format.
Inspection reporting is especially valuable to aerospace CNC milling services when a part includes many features across multiple faces. Casing components may include bores, depths, hole patterns, pockets, profiles, threaded features and surface requirements. Without a structured inspection approach, it becomes harder to demonstrate that the part has been checked properly against the drawing.
Using SOLIDWORKS Inspection helps support traceability between the drawing and the inspection record. It allows the inspection process to be documented in a way that is easier for the customer to review and retain. For aerospace supply chains, this type of documentation is often just as important as the part itself.
A well-prepared inspection report also helps with future repeat work. If the part is ordered again, the original inspection route and recorded characteristics can support consistency between batches.
First Article Inspection to AS9102 Forms 1, 2 and 3
A complete First Article Inspection Report was also produced to AS9102 Forms 1, 2 and 3. First Article Inspection is a key requirement in many aerospace manufacturing routes because it provides documented evidence that the first production run has been checked against the applicable requirements.
AS9102 documentation is structured to record important information about the part, product accountability, materials, special processes, functional testing and characteristic accountability. Forms 1, 2 and 3 each support a different part of the First Article Inspection package.
For these gearbox casings, the completion of AS9102 Forms 1, 2 and 3 shows that the work did not end when machining was complete. The quality record had to be prepared in a format suitable for aerospace review. This is important for customers who need confidence that their supplier can support not only machining, but also the documentation expectations that come with controlled aerospace work.
For buyers, this is one of the biggest differences between general CNC machining and aerospace-focused CNC machining. The supplier must be able to produce the component and the supporting evidence.
What Buyers Can Learn from This Type of Part
This project highlights several useful lessons for buyers sourcing CNC machined aerospace gearbox casings or similar aluminium components.
First, secondary processes need to be considered from the start. NDT, Alochrom treatment, masking, priming and painting all influence the manufacturing route. If these requirements are not discussed early, there is a greater risk of delays or avoidable rework.
Second, machining accuracy and finishing quality are closely linked. A painted and Alochrom-treated component still depends on clean machining, controlled deburring and careful handling. The finish will not compensate for poor preparation.
Third, aerospace documentation must be planned properly. Full inspection reporting and AS9102 First Article Inspection documentation require time, accuracy and attention to detail. These requirements should be built into the production schedule, not treated as an administrative task at the end.

Finally, confidentiality matters. Many aerospace projects involve sensitive applications, so it is possible to discuss capability, process and quality controls without exposing customer details or the final use of the component.
Precision Machining with Aerospace-Level Process Control
These aluminium 6082 T6 gearbox casings are a strong example of the type of work where machining, finishing and documentation all need to work together. The project involved CNC machining, non-destructive testing, dye penetrant inspection, X-ray checking, Alochrom treatment, masking, primer, matt black paint, SOLIDWORKS Inspection reporting and AS9102 First Article Inspection documentation.
The result is a set of controlled, finished components suitable for an aerospace application, supported by the quality records required for that environment.
For customers sourcing precision machined components, this type of project demonstrates why supplier capability should be judged on more than machine capacity alone. The right supplier needs to understand the complete route from material selection and machining strategy through to inspection, finishing, certification and final delivery.